

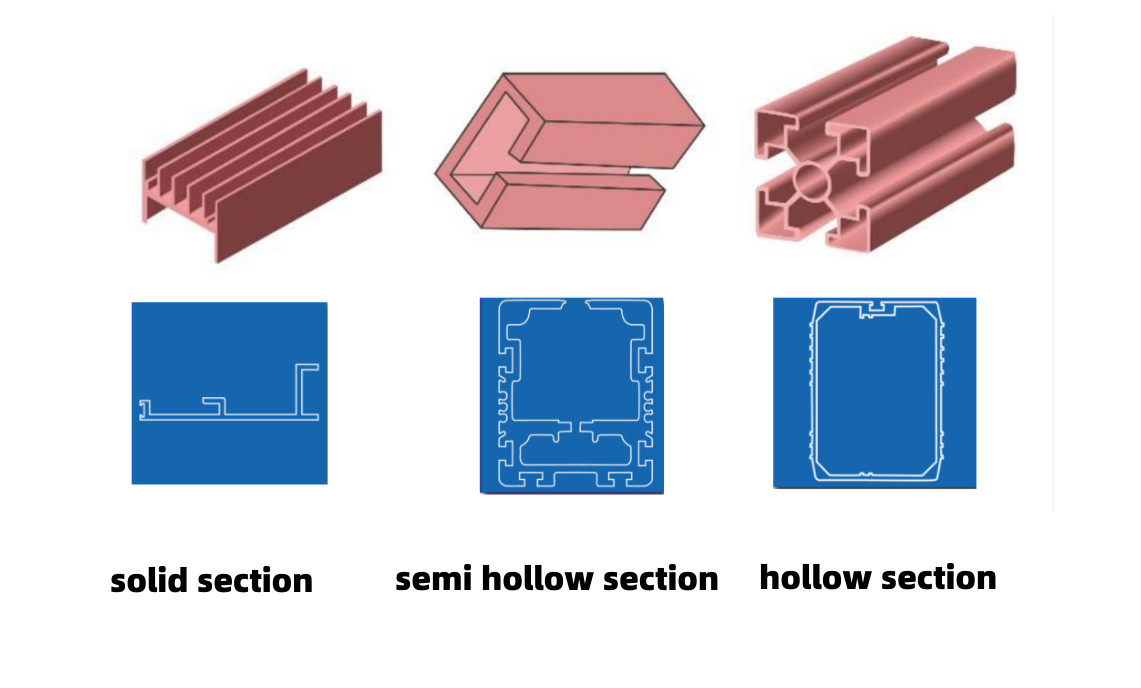
A sezzione di l'estrusione di l'aluminiu hè divisa in trè categurie:
Sezione solida: costu di produttu bassu, costu di stampo bassu
Sezione semi-cava: u stampu hè faciule da usà è strappà è rompe, cù un costu di u produttu è un costu di u stampu elevati
Sezione cava: costu di u produttu è costu di u stampo elevati, u costu di u stampo più altu per i prudutti porosi
1. Evitate e sezioni asimmetriche è squilibrate
E sezzioni asimmetriche è squilibrate aumentanu a cumplessità di l'estrusione, è à u listessu tempu, i prublemi di qualità sò propensi à accade, cum'è a precisione dimensionale è a planarità chì sò difficiuli da assicurà, l'incurvamentu è a torsione di e parti, a bassa efficienza di pruduzzione, è i stampi sò faciuli da usà è strappà durante a pruduzzione di massa.
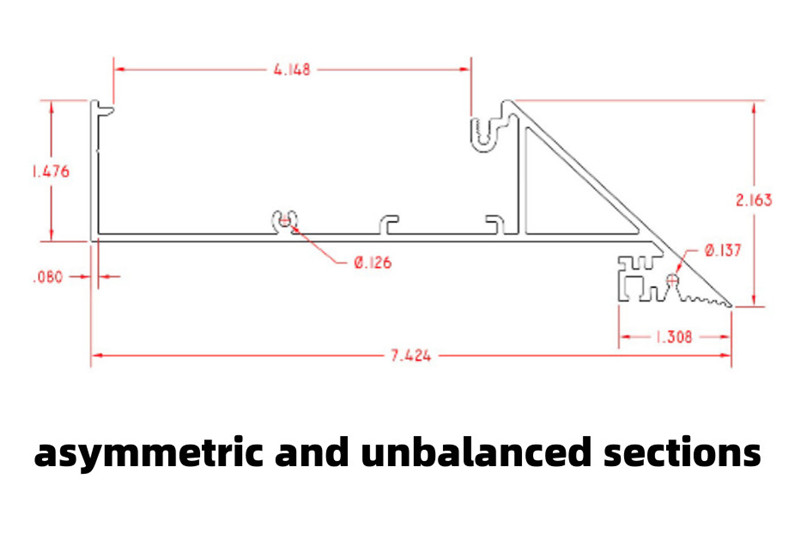
Più asimmetrica o sbilanciata hè a sezione di estrusione di l'aluminiu, più difficiule hè di assicurà a rettilineità, l'angulu è altre precisione dimensionale.
Ancu s'è e forme asimmetriche è squilibrate ponu esse prudutte, u metallu hè menu prubabile di scorrere in zone strette è irregulari durante l'estrusione, induve a distorsione o altri prublemi di qualità ponu accade facilmente.
Inoltre, ancu s'ellu hè pussibule estrude forme asimmetriche è squilibrate, costi di utensili più elevati è costi di pruduzzione più elevati per via di velocità di estrusione più lente, portanu eventualmente à costi di trasfurmazione di stampi è costi di pruduzzione più elevati.
Più grande hè u numeru di lati è canali in un prufilu d'estrusione, menu precisu è più caru serà.
2. Più simplice hè a forma sezionale, megliu hè
Certi ingegneri di cuncepimentu di prudutti cuncepiscenu troppu caratteristiche in una estrusione d'aluminiu. Ancu s'è u vantaghju unicu di l'estrusioni d'aluminiu hè di aghjunghje fori, fessure o bosselli di viti in a sezione, questu porterà à una cuncepzione di stampi assai cumplicata, o micca estrudibile cù costi di pruduzzione assai cari.
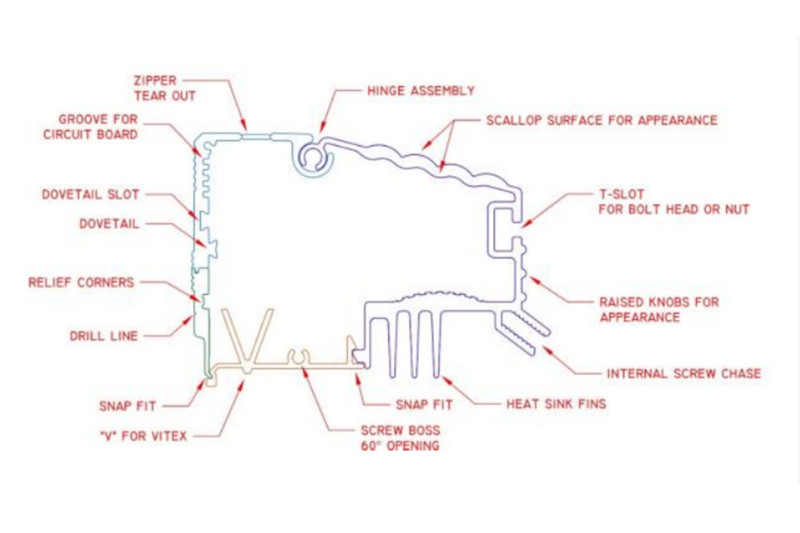
Quandu a sezzione di l'estrusione hè troppu cumplessa, si pò cunsiderà l'usu di duie o più parti per l'estrusione.
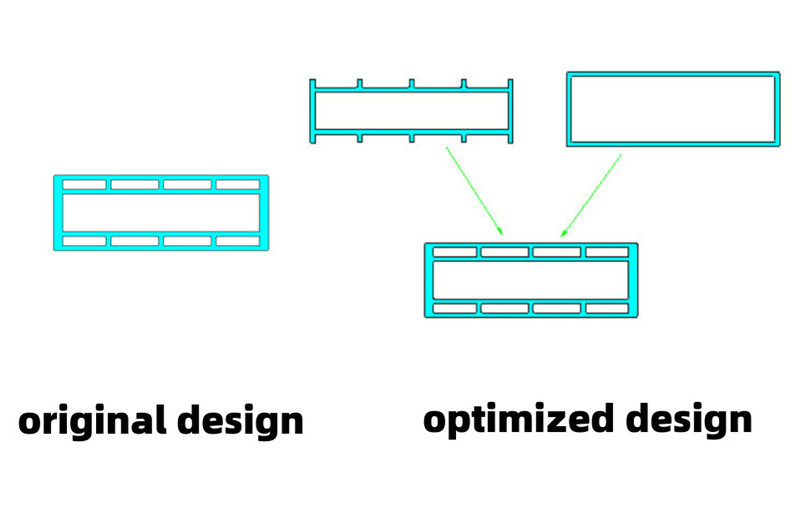
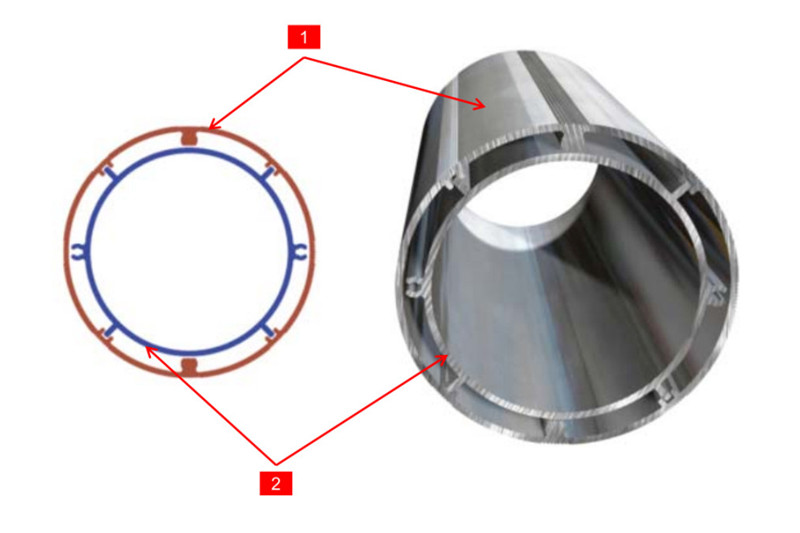
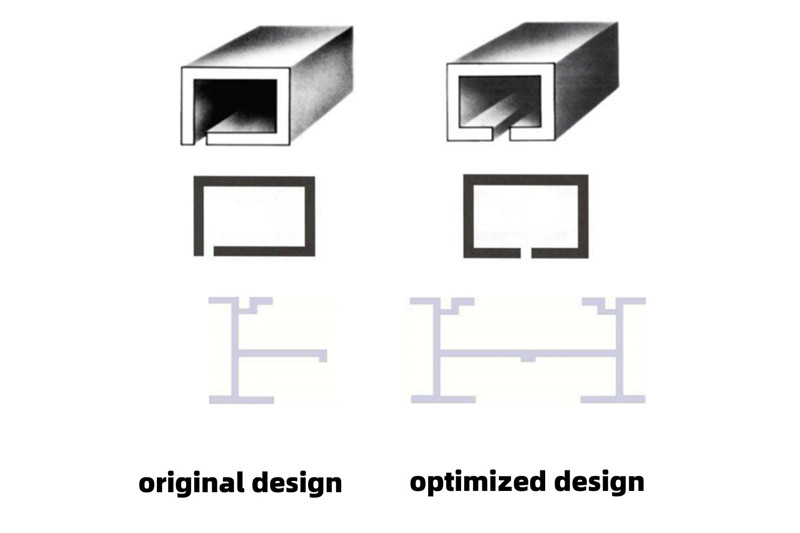
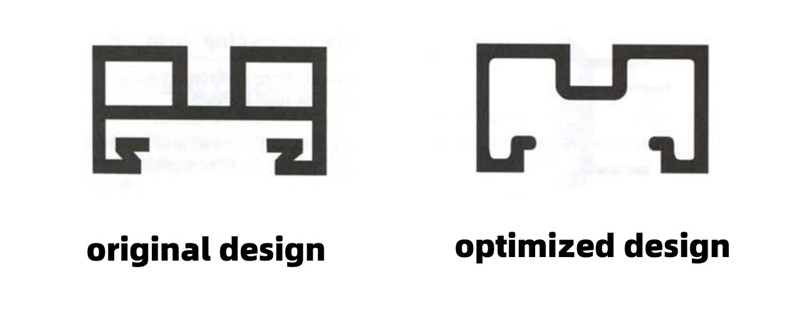
3. Sezione cava porosa ottimizzata per a sezione cava à un solu foru
Ottimizendu a sezione cava porosa in una sezione cava à un solu foru, a struttura di u stampo pò esse simplificata è u costu pò esse risparmiatu.
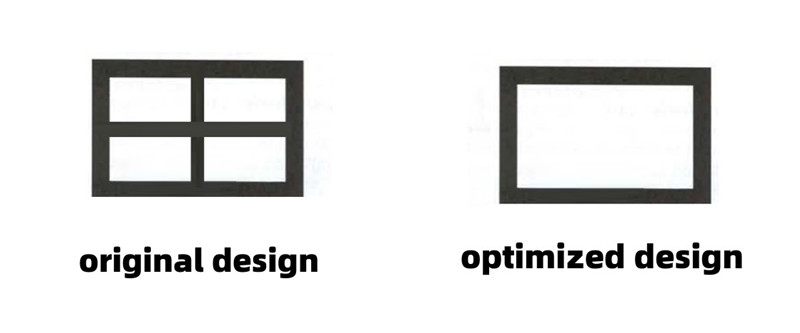
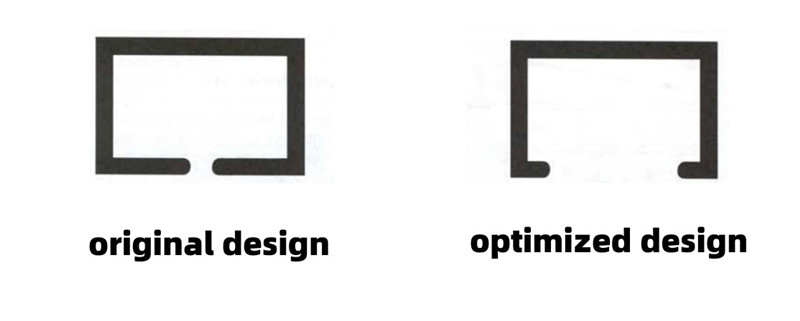
4. Sezione cava ottimizzata à sezione semi-cava
Ottimizendu a sezione cava à una sezione semi-cava, a struttura di u stampu pò esse simplificata è u costu pò esse risparmiatu.
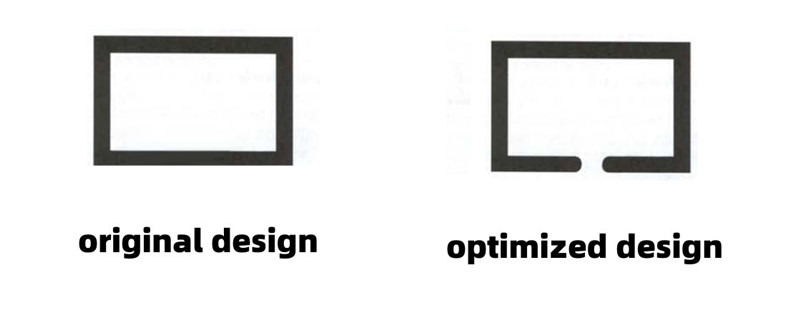
5. Sezione semi-cava ottimizzata per a sezione solida
Ottimizendu a sezione semi-cava à una sezione solida, a struttura di u stampu pò esse simplificata è u costu pò esse risparmiatu.
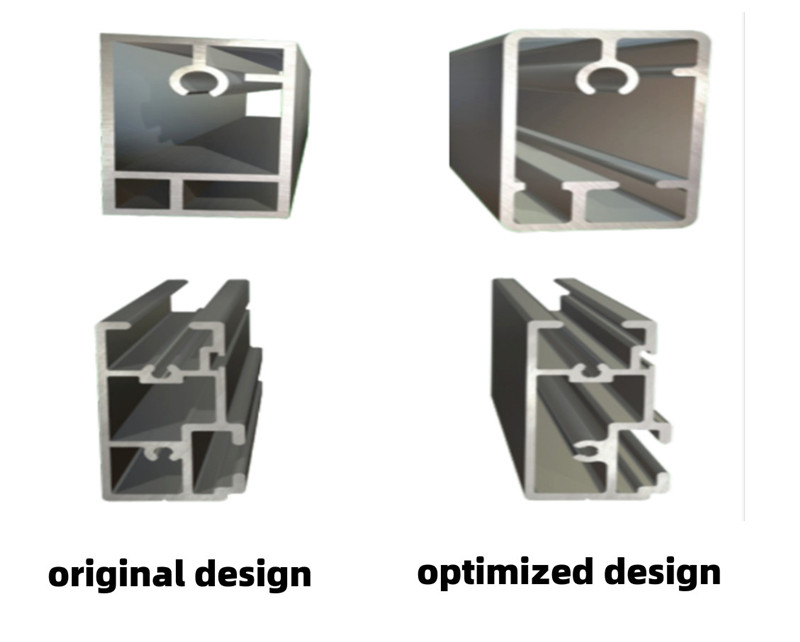
6. Evitate a sezione porosa
E sezioni porose ponu esse ottimizzate per mezu di u cuncepimentu per riduce i costi di u stampo è e difficultà di trasfurmazione è di pruduzzione.
Editatu da May Jiang da MAT Aluminum
16 di ghjennaghju di u 2023
Data di publicazione: 18 di ferraghju 2023



